Scada, DCS, PLC merupakan tiga jenis control system yang biasa digunakan dalam sebuah sistem otomasi. Ketiganya sama-sama punya kelebihan, kekurangan, serta kegunaan spesifik untuk medan dan kondisi geografi tertentu.
Menggunakan control system yang tepat untuk sistem otomasi industri dapat meningkatkan uptime dan produktivitas dari industri tersebut. Oleh karena itu, mari kita bahas ketiga jenis control system dalam artikel kali ini.
Point dalam Artikel ini:
- Sistem Scada merupakan jenis sistem kontrol berbasis data oriented
- Distributed control system merupakan sistem kontrol berbasis sensor oriented
- Programmable logic board merupakan sistem kontrol dengan basis object oriented
Sekilas Tentang SCADA
Scada atau Sistem Scada merupakan singkatan dari Supervisory Control and Data Acquisition. Dari namanya saja kita sudah dapat menebak bahwa sistem ini bergantung pada penerimaan data dalam beroperasi.
Sistem Scada merupakan salah satu sistem kontrol pertama yang digunakan dalam industrial automation system.
Hingga saat ini pun masih banyak perusahaan, manufaktur, warehousing, dan industri di berbagai bidang yang menggunakan sistem otomasi dengan Scada sebagai kontrolnya.
Secara garis besar, Scada bekerja dengan cara mengumpulkan data secara real time dan menganalisa menggunakan sistem komputer dengan bantuan sensor di lapangan. Kemudian system ini melakukan monitoring dan control operation pada plant, equipment, atau sistem otomasi apapun tempat Scada diaplikasikan.
Kelebihan dan Kekurangan Sistem Scada
Sistem Secara bukanlah kontrol sistem yang sempurna, karena setiap sistem pasti punya kelebihan serta error yang bisa terjadi.
Namun dengan mengetahui kelebihan dan kekurangan system ini, Anda bisa mengestimasikan apakah sistem Scada cocok untuk industri yang Anda jalani atau tidak.
Beberapa keunggulan utama dari Scada sendiri adalah;
- Scalable dan flexible untuk penambahan additional resources
- Dapat digunakan dalam bidang industrial automation yang sangat luas, mulai dari military industrial, water management system, hingga oil and gas industry
- Human machine interface (HMI) pada sistem Scada dapat terhubung dengan seluruh sensor dari berbagai area, sehingga monitoring bisa dilakukan di satu tempat saja
- Presentasi data dapat dilakukan dalam berbagai format, display, dan tampilan berdasarkan kebutuhan
- Dengan protokol yang lebih kompleks, Scada dapat dimonitor melalui dari semua tempat, bukan hanya local site
- Dapat mengirimkan respon dengan cepat
Sedangkan kekurangan dari sistem inia dalah:
- Biaya pemasangan lebih besar
- System yang lebih kompleks memaksa engineering untuk mendapatkan pelatihan khusus agar dapat mengoperasikannya dengan maksimal
- Sistem Scada hanya dapat dipasang dengan hardware dan software khusus
Jadi system Scada lebih cocok untuk tipe industri skala besar dengan satu centralized controller atau control room dalam satu tempat. Kecuali jika Anda ingin membayar lebih untuk memprogram Scada agar dapat bisa dimonitor selain dari local site.
Sekilas Tentang DCS
DCS (Distributed Control System) juga merupakan salah satu kontrol sistem yang sering digunakan dalam industrial automation. Perbedaan utama antara Scada, DCS, dan PLC adalah DCS tersebar ke seluruh area sistem melalui field controller.
Sistem DCS tetap memiliki satu control room utama yang dioperasikan oleh process engineer. Hanya saja sistem ini bukan bertipe centralized yang hanya dapat dimonitor dari satu tempat saja.
Kelebihan dan Kekurangan DCS
Berdasarkan situs Engineers Comunity, sistem kontrol dari DCS memiliki kelebihan seperti berikut.
- Scalable, dapat ditambahkan komponen apapun yang sebelumnya belum dipasangkan pada instalasi pertama kali
- Dapat dikontrol melalui dynamic graphic, sehingga lebih mudah untuk dipahami oleh operator
- Mengurangi persentase terjadinya human error dengan cara logging data
- DCS akan memberi laporan dari setiap komponen, sensor, dan field controlleryang tersebar di semua industrial area
- DCS dapat dimonitor melalui central control serta field control, sehingga meningkatkan fleksibilitas
Sedangkan kekurangan dari workflow sistem DCS adalah:
- Masalah dalam satu field controller dapat mempengaruhi semua loop, sebab semua controller saling terhubung
- DCS mempresentasikan informasi melalui CRT, sehingga operator minimal harus bisa membaca dan memahami informasi tersebut
Jadi, sistem DCS lebih cocok digunakan untuk tipe industrial automation yang luas namun terbagi menjadi sektor-sektor tertentu, misalnya industri agrikultur, industri chemical and biochemical, power plant, dan masih banyak lagi.
Satu hal yang perlu Anda perhatikan antara Scada dan DCS dari segi sumber daya manusia adalah, Scada tidak membutuhkan engineer dengan skill advance untuk memonitor process control di local site.
Sehingga kebanyakan fresh graduate engineer pun sudah mampu mengoperasikan dan memonitor sistem tersebut.
Sedangkan DCS, dimana tampilan HMI -nya membutuhkan skill lebih tinggi untuk dipahami, maka engineer untuk mengoperasikan sistem ini pun membutuhkan pengalaman dan skill lebih banyak.
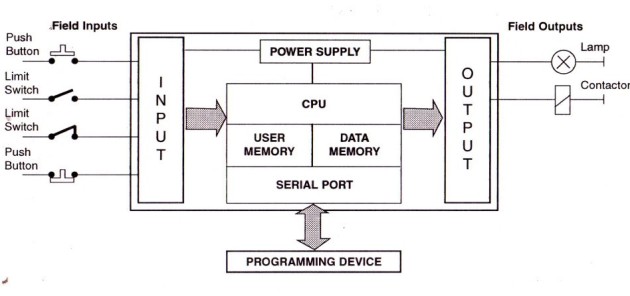
Sekilas Tentang PLC

Yang terakhir adalah PLC alias Programmable Logic Controller. Bisa dibilang, sistem kontrol satu ini adalah yang paling banyak diproduksi secara masif di dunia. Sehingga harganya sudah pasti jadi lebih murah.
Namun dalam memanage sebuah industri, harga bukan satu-satunya hal yang harus diperhatikan. Sistem kontrol murah yang tidak dapat menuntaskan perintah dan proses dalam sistem otomasi tentu malah akan membawa perusahaan tersebut ke jurang kerugian.
Kelebihan dan Kekurangan PLC
Sama seperti DCS, PLC juga punya kelebihan maupun kekurangan.
Dikutip dari situs Delta Electronic India, berikut ini adalah beberapa kelebihan dari penggunaan PLC.
- Fleksibel dari segi kegunaan, sebab tiap logic controller bisa diganti programnya berdasarkan kebutuhan pada masa produksi
- Proses dan biaya maintenance yang lebih rendah, cepat, dan tidak membutuhkan engineer senior
- Programmable logic controller memiliki fitur simulasi, dimana Anda dapat melihat dulu bagaimana PLC akan bekerja di lapangan sebelum memulai instalasi secara langsung
- Cost and availability effective, sebab PLC mudah ditemukan, tersedia dalam jumlah banyak, serta harganya sangat terjangkau dibandingkan dua sistem kontrol lainnya
- Proses instalasi dan troubleshooting lebih cepat
Sedangkan kekurangan dari PLC adalah:
- Time consuming, sebab seluruh operasi akan dilakukan satu per satu karena keterbatasan PLC yang hanya bisa menjalankan satu program
- PLC bukanlah tipe sistem dengan high speed implementation, sehingga kurang cocok untuk sistem otomasi yang membutuhkan eksekusi dengan kecepatan dan tingkat presisi tinggi
- PLC tidak dapat menyelesaikan perintah yang terlalu kompleks karena keterbatasan kemampuan dari sistem ini
Jadi jika ingin disimpulkan, PLC lebih cocok untuk sistem otomasi dalam industri skala kecil dengan perintah-perintah yang lebih sederhana.
Murahnya biaya pemasangan, maintenance, dan troubleshooting sistem ini juga membuat para pelaku industri yang baru mulai tidak terbebani dengan biaya instalasi sistem kontrol yang terlalu mahal.
----
Jadi diantara PLC, Scada, dan DCS, manakah sistem kontrol yang paling cocok untuk industri Anda? Jika masih bingung, jangan segan untuk menghubungi Laskar Otomasi melalui WA yang tertera di situs resmi kami agar mendapatkan saran sekaligus suplai untuk instalasi ketiga sistem ini dengan cepat dan murah